
ਸਾਰ
 ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਪਲਾਸਟਿਕ ਅਤੇ ਸਥਿਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਬਣਾਉਣ ਦੀ ਤਕਨੀਕ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਟਿਊਬਲਰਚਿਲਰ (ਟਿਊਬਲਰ ਸਕ੍ਰੈਪਡ ਸਤਹ ਹੀਟ ਐਕਸਚੇਂਜਰ) ਦੁਆਰਾ ਬਹੁਤ ਆਸਾਨੀ ਨਾਲ ਵਿਵਸਥਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਤੇਲ ਦੀ ਡੂੰਘੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਠੰਢਾ ਹੋਣ ਦਾ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਦੇ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ 'ਤੇ ਮਹੱਤਵਪੂਰਨ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਮਾਰਜਰੀਨ ਨੂੰ ਵੱਖ-ਵੱਖ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਟੈਂਪਰਿੰਗ ਸਥਿਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਪਲਾਸਟਿਕ ਅਤੇ ਸਥਿਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਬਣਾਉਣ ਦੀ ਤਕਨੀਕ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਟਿਊਬਲਰਚਿਲਰ (ਟਿਊਬਲਰ ਸਕ੍ਰੈਪਡ ਸਤਹ ਹੀਟ ਐਕਸਚੇਂਜਰ) ਦੁਆਰਾ ਬਹੁਤ ਆਸਾਨੀ ਨਾਲ ਵਿਵਸਥਿਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਤੇਲ ਦੀ ਡੂੰਘੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਠੰਢਾ ਹੋਣ ਦਾ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਦੇ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ 'ਤੇ ਮਹੱਤਵਪੂਰਨ ਪ੍ਰਭਾਵ ਪੈਂਦਾ ਹੈ। ਵੱਖ-ਵੱਖ ਮਾਰਜਰੀਨ ਨੂੰ ਵੱਖ-ਵੱਖ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਟੈਂਪਰਿੰਗ ਸਥਿਤੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਮੁੱਖ ਸ਼ਬਦ: ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ; ਚਿਲਿੰਗ ਡਰੱਮ; ਟਿਊਬਲਰ ਚਿਲਰ, ਸਕ੍ਰੈਪਡ ਸਤਹ ਹੀਟ ਐਕਸਚੇਂਜਰ, ਮਾਰਜਰੀਨ ਉਤਪਾਦਨ।
ਟਿਊਬਲਰ ਚਿਲਰ ਦੀ ਤਕਨੀਕੀ ਜਾਣ-ਪਛਾਣ
ਹਾਲਾਂਕਿ ਫਲੇਕੀ ਮਾਰਜਰੀਨ ਉਤਪਾਦ ਕਈ ਸਾਲਾਂ ਤੋਂ ਉਤਪਾਦਨ ਵਿੱਚ ਹਨ, ਲੋਕ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਸਥਿਤੀਆਂ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਤਰੀਕਾ ਲੱਭਣ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰ ਰਹੇ ਹਨ, ਮੁੱਖ ਤੌਰ 'ਤੇ ਵੱਖ-ਵੱਖ ਪ੍ਰੋਸੈਸਿੰਗ ਸਥਿਤੀਆਂ ਅਧੀਨ ਵੱਖ-ਵੱਖ ਉਤਪਾਦ ਫਾਰਮੂਲੇ ਦੇ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ 'ਤੇ। ਸਕ੍ਰੈਪਰ ਹੀਟ ਐਕਸਚੇਂਜਰ, ਜਾਂ ਟਿਊਬ ਕੁਐਂਚਿੰਗ ਮਸ਼ੀਨ ਦੀ ਕਾਢ ਤੋਂ ਪਹਿਲਾਂ, ਸਾਰੇ ਮਾਰਜਰੀਨ ਉਤਪਾਦ ਡਰੱਮ ਕੁਐਂਚਿੰਗ ਅਤੇ ਗੋਡੇ ਕਰਨ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਸਨ। ਟਿਊਬ ਕੁਐਂਚਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਦੇ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨਾਂ ਦੇ ਮੁਕਾਬਲੇ ਬਹੁਤ ਸਾਰੇ ਫਾਇਦੇ ਹਨ, ਇਸ ਲਈ ਹੁਣ ਮਾਰਜਰੀਨ ਨਿਰਮਾਤਾ ਫਲੇਕੀ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਦੇ ਉਤਪਾਦਨ ਦੀ ਵਰਤੋਂ ਕਰ ਰਹੇ ਹਨ, ਕੁਐਂਚਿੰਗ ਟਿਊਬ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਇਹ ਪੇਪਰ ਫਲੇਕੀ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਪ੍ਰਕਿਰਿਆ ਪੈਦਾ ਕਰਨ ਲਈ ਕੁਝ ਜਾਣ-ਪਛਾਣ ਕਰਨ ਲਈ।
ਫਲੇਕੀ ਮਾਰਜਰੀਨ ਦੇ ਮੁੱਖ ਗੁਣ ਇਸਦੀ ਪਲਾਸਟਿਟੀ ਅਤੇ ਸਥਿਰਤਾ ਹਨ। ਜਦੋਂ ਮਾਰਜਰੀਨ ਨੂੰ ਵਾਰ-ਵਾਰ ਮੋੜਿਆ ਅਤੇ ਰੋਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਪਰਤਾਂ ਆਟੇ ਵਿੱਚ ਅਟੁੱਟ ਰਹਿਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ, ਇਸ ਲਈ ਪਲਾਸਟਿਟੀ ਮਹੱਤਵਪੂਰਨ ਹੈ; ਸਥਿਰਤਾ ਵੀ ਮਹੱਤਵਪੂਰਨ ਹੈ। ਜੇਕਰ ਮਾਰਜਰੀਨ ਨਰਮ ਜਾਂ ਤੇਲ ਵਿੱਚ ਪ੍ਰਵੇਸ਼ ਕਰਨ ਯੋਗ ਬਣਨ ਲਈ ਕਾਫ਼ੀ ਮਜ਼ਬੂਤ ਨਹੀਂ ਹੈ, ਅਤੇ ਆਟੇ ਵਿੱਚ ਲੀਨ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਆਟੇ ਦੀਆਂ ਪਰਤਾਂ ਵਿਚਕਾਰ ਤੇਲ ਦੀ ਪਰਤ ਬਹੁਤ ਘੱਟ ਜਾਵੇਗੀ।
ਰੋਟਰੀ ਡਰੱਮ ਕੁਐਂਚ ਮਸ਼ੀਨ ਦੀ ਬਣਤਰ ਮੁਕਾਬਲਤਨ ਸਧਾਰਨ ਹੈ, ਸਿਰਫ ਉਤਪਾਦਨ ਵਿੱਚ ਕੁਝ ਮਾਪਦੰਡਾਂ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ ਜੋ ਕਰਿਸਪ ਮਾਰਜਰੀਨ ਉਤਪਾਦ ਪੈਦਾ ਕਰ ਸਕਦੀ ਹੈ। ਡਰੱਮ ਕੁਐਂਚ ਮਸ਼ੀਨ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀ ਗਈ ਫਲੈਕੀ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਵਿੱਚ ਚੰਗੀ ਪਲਾਸਟਿਕਤਾ ਹੁੰਦੀ ਹੈ, ਤੇਲ ਨੂੰ ਪਾਰ ਕਰਨਾ ਆਸਾਨ ਨਹੀਂ ਹੁੰਦਾ, ਅਤੇ ਇੱਕ ਵੱਡੀ ਤਾਪਮਾਨ ਸੀਮਾ ਵਿੱਚ ਬਹੁਤ ਸਥਿਰ ਹੁੰਦਾ ਹੈ। ਪ੍ਰਦਰਸ਼ਨ ਵਿੱਚ ਡਰੱਮ ਕੁਐਂਚਿੰਗ ਮਸ਼ੀਨ ਨਾਲੋਂ ਟਿਊਬ ਕੁਐਂਚਿੰਗ ਮਸ਼ੀਨ ਨੇ ਵਧੇਰੇ ਤਰੱਕੀ ਕੀਤੀ ਹੈ, ਜੋ ਮੁੱਖ ਤੌਰ 'ਤੇ ਇਸ ਵਿੱਚ ਪ੍ਰਤੀਬਿੰਬਤ ਹੁੰਦੀ ਹੈ:
(1) ਸੀਲਬੰਦ ਪਾਈਪ ਪ੍ਰੋਸੈਸਿੰਗ ਉਤਪਾਦਾਂ ਵਿੱਚ, ਚੰਗੀ ਸੀਲਿੰਗ, ਸੈਨੇਟਰੀ ਸਥਿਤੀਆਂ ਵਿੱਚ ਵੀ ਬਹੁਤ ਸੁਧਾਰ ਹੋਵੇਗਾ;
(2) ਉੱਚ ਦਬਾਅ ਵਾਲੇ ਸੰਚਾਲਨ ਦੀ ਪ੍ਰਾਪਤੀ, ਜੋ ਕਿ ਕਰਿਸਪ ਮਾਰਜਰੀਨ ਦੇ ਉਤਪਾਦਨ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਮਹੱਤਵਪੂਰਨ ਹੈ;
(3) ਚੰਗੀ ਲਚਕਤਾ, ਗਤੀ, ਦਬਾਅ, ਠੰਢ ਦੀ ਤਾਕਤ ਅਤੇ ਹੋਰ ਪ੍ਰੋਸੈਸਿੰਗ ਸਥਿਤੀਆਂ ਨੂੰ ਲਚਕਦਾਰ ਢੰਗ ਨਾਲ ਬਦਲ ਸਕਦੀ ਹੈ।
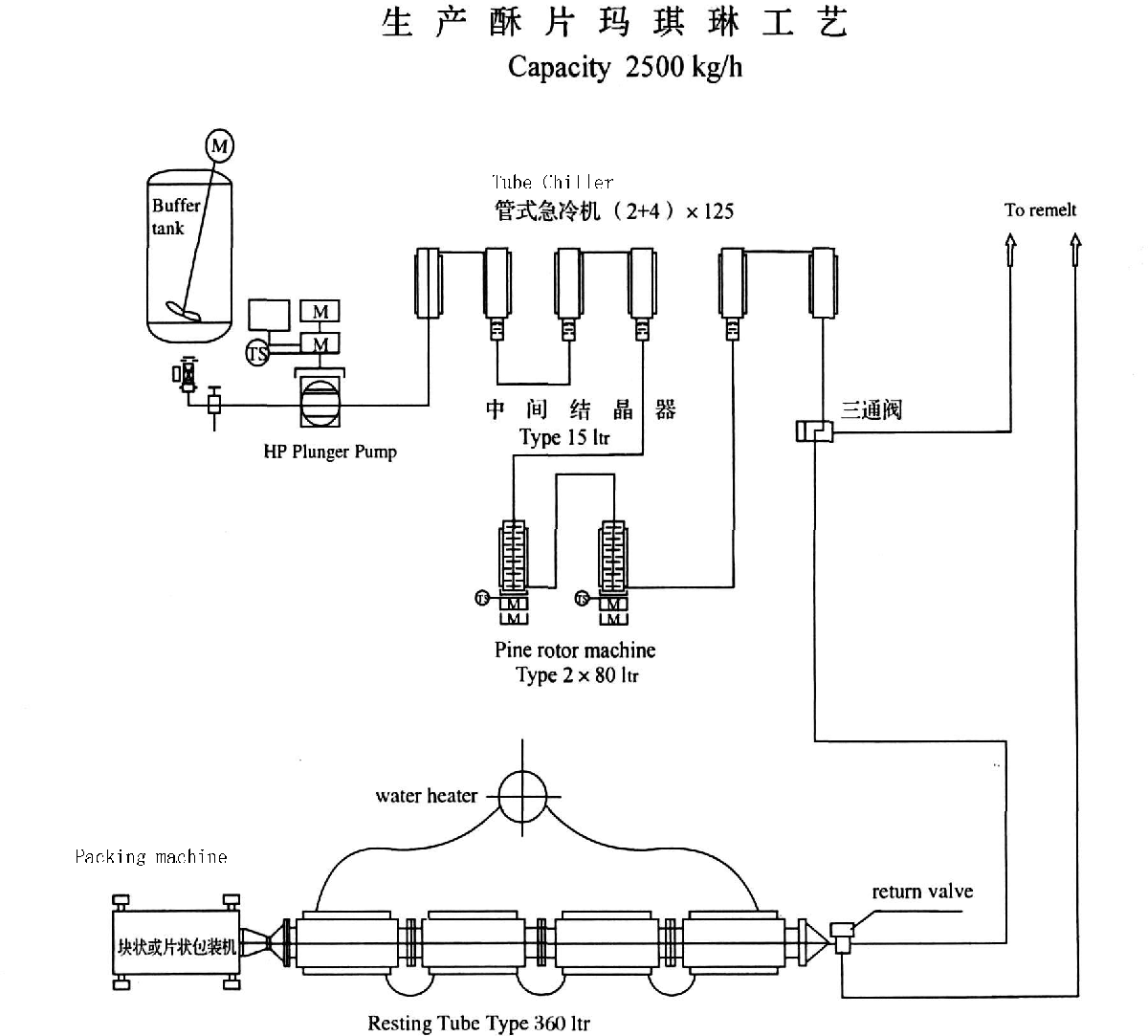
ਟਿਊਬ ਕੁਐਂਚਿੰਗ ਮਸ਼ੀਨ ਦੁਆਰਾ ਫਲੇਕੀ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਦੇ ਉਤਪਾਦਨ ਲਈ ਪ੍ਰਤੀਨਿਧ ਪ੍ਰਕਿਰਿਆ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹੈ:
ਉੱਚ ਦਬਾਅ ਵਾਲਾ ਪਲੰਜਰ ਪੰਪ ※ ਉੱਚ ਦਬਾਅ ਵਾਲਾ ਟਿਊਬਲਰ ਸਕ੍ਰੈਪਡ ਸਤਹ ਹੀਟ ਐਕਸਚੇਂਜਰ (ਯੂਨਿਟ ਏ) ※ ਇੰਟਰਮੀਡੀਏਟ ਕ੍ਰਿਸਟਲਾਈਜ਼ਰ ਸੈੱਟ ※ ਸਟਰਿੰਗ ਪਾਈਨ ਰੋਟਰ ਮਸ਼ੀਨ (ਯੂਨਿਟ ਬੀ) ※ ਵੱਡੀ ਸਮਰੱਥਾ ਵਾਲੀ ਰੈਸਟ ਟਿਊਬ ※ ਸਲਾਈਸ/ਬਲਾਕ ਪੈਕਿੰਗ।
ਇੰਟਰਮੀਡੀਏਟ ਕ੍ਰਿਸਟਲਾਈਜ਼ਰ ਦਾ ਕੰਮ ਸਟਿਰਿੰਗ ਕਨੇਡੀਅਰ ਦੇ ਬਰਾਬਰ ਹੈ। ਇਹ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਦੇ ਕੁਐਂਚ ਪਾਈਪ 'ਤੇ ਸਥਿਤ ਹੈ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਮਸ਼ੀਨ ਦੇ ਕਟਰ ਸ਼ਾਫਟ ਦੁਆਰਾ ਘੁੰਮਾਉਣ ਲਈ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ।
ਟਿਊਬ ਕੁਐਂਚਿੰਗ ਮਸ਼ੀਨ ਨਾਲ ਫਲੈਕੀ ਪੇਸਟਰੀ ਮਾਰਜਰੀਨ ਪੈਦਾ ਕਰਨ ਲਈ ਉਤਪਾਦ ਦੇ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਵਾਹ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਸੁਵਿਧਾਜਨਕ ਹੈ। ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਦਾ ਉਦੇਸ਼ ਕੁਐਂਚਿੰਗ ਪਾਈਪ ਸਮੂਹ (ਯੂਨਿਟ A) ਅਤੇ ਕੂਐਂਚਿੰਗ ਯੂਨਿਟ (ਯੂਨਿਟ B) ਵਿਚਕਾਰ ਕਨੈਕਟਿੰਗ ਪਾਈਪ ਦੇ ਕਨੈਕਸ਼ਨ ਮੋਡ ਨੂੰ ਬਦਲ ਕੇ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜਿਸਨੂੰ ਚਲਾਉਣਾ ਆਸਾਨ ਹੈ। ਉਦਾਹਰਨ ਲਈ, ਸਟਿਰਿੰਗ ਕੂਐਂਚਿੰਗ ਯੂਨਿਟ (ਯੂਨਿਟ B) ਨੂੰ ਯੂਨਿਟ A ਦੇ ਕੁਐਂਚ ਪਾਈਪ ਦੇ ਵਿਚਕਾਰ ਰੱਖਿਆ ਜਾ ਸਕਦਾ ਹੈ, A 1 ※A 2 ※B1 ※B2 ※A 3 ※A 4 ਦੇ ਪ੍ਰਵਾਹ ਦੀ ਪਾਲਣਾ ਕਰਦੇ ਹੋਏ, ਜਾਂ A 1 ※A 2 ※A 3 ※A 4 ※B1 ※B2 ਦੇ ਪ੍ਰਵਾਹ ਵਿੱਚ ਬਦਲ ਕੇ। ਸਿਰਫ਼ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਬਦਲਣ ਨਾਲ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ। ਉਪਰੋਕਤ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਯੂਨਿਟ A ਦੀ ਕੁਐਂਚ ਟਿਊਬ ਦੇ ਵਿਚਕਾਰ ਯੂਨਿਟ B ਰੱਖਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪਾਮ ਤੇਲ 'ਤੇ ਅਧਾਰਤ ਬਨਸਪਤੀ ਤੇਲ ਫਾਰਮੂਲੇਸ਼ਨ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਢੁਕਵੀਂ ਹੈ, ਜੋ ਕਿ ਉਤਪਾਦਨ ਅਭਿਆਸ ਵਿੱਚ ਕਈ ਵਾਰ ਸਾਬਤ ਹੋ ਚੁੱਕੀ ਹੈ। ਅਤੇ ਜਦੋਂ ਉਤਪਾਦ ਦੀ ਮੁੱਖ ਸਮੱਗਰੀ ਪਸ਼ੂ ਹੁੰਦੀ ਹੈ, ਤਾਂ ਯੂਨਿਟ A ਤੋਂ ਬਾਅਦ ਯੂਨਿਟ B ਰੱਖ ਕੇ ਬਿਹਤਰ ਨਤੀਜੇ ਪ੍ਰਾਪਤ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ।
ਗੰਢਣ ਦੀ ਸਮਰੱਥਾ ਉਤਪਾਦ ਦੇ ਫਾਰਮੂਲੇਸ਼ਨ ਦੁਆਰਾ ਨਿਰਧਾਰਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਉਦਾਹਰਣ ਵਜੋਂ, ਹੌਲੀ ਕ੍ਰਿਸਟਲਾਈਜ਼ੇਸ਼ਨ ਦੇ ਨਾਲ ਤੇਲ ਫਾਰਮੂਲੇਸ਼ਨ ਲਈ ਇੱਕ ਮੁਕਾਬਲਤਨ ਵੱਡੀ ਗੰਢਣ ਦੀ ਸਮਰੱਥਾ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ। ਤੇਜ਼ ਕੂਲਿੰਗ ਪਾਈਪ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਗੰਢਣ ਦਾ ਪ੍ਰਭਾਵ ਵਿਚਕਾਰਲੇ ਸਮੂਹ ਦੀ ਸਮਰੱਥਾ ਅਤੇ ਕ੍ਰਿਸਟਲਾਈਜ਼ ਕਰਨ ਵਾਲੇ ਦੀ ਸਮਰੱਥਾ ਹੁੰਦਾ ਹੈ ਅਤੇ ਗੰਢਣ ਵਾਲੀ ਯੂਨਿਟ (B) ਨੂੰ ਯੂਨਿਟ ਦੀ ਸਮਰੱਥਾ ਦੇ ਜੋੜ ਨੂੰ ਕੋਰੜੇ ਮਾਰਦੇ ਹਨ, ਇਸ ਲਈ ਜਦੋਂ ਉਤਪਾਦ ਫਾਰਮੂਲੇ ਵਿੱਚ ਤਬਦੀਲੀ ਆਉਂਦੀ ਹੈ, ਤਾਂ ਗੰਢਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਜਾਂ ਤਾਂ B ਯੂਨਿਟ ਸਮਰੱਥਾ ਵਧਾਉਣ ਜਾਂ ਘਟਾਉਣ ਦੁਆਰਾ, ਮੱਧ ਮੋਲਡ ਸਮਰੱਥਾ ਵਿੱਚ ਵਾਧਾ ਜਾਂ ਘਟਾ ਸਕਦਾ ਹੈ, ਇਹ ਇੱਕੋ ਸਮੇਂ ਜੋੜ ਅਤੇ ਘਟਾ ਕੇ ਵੀ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਬਹੁਤ ਲਚਕਦਾਰ।
ਪੋਸਟ ਸਮਾਂ: ਦਸੰਬਰ-30-2021